Trinity aims to provide its customers the very best in cutting-edge products & services for plastic processing, packaging & printing. Trinity deals with world leaders to bring to you some of the finest products in the industry:


In pigmentary masterbatch, suitable organic or inorganic pigment is
dispersed in a carrier resin to produce masterbatch of desired colour.
In general, organic pigments have better tinctorial strength, higher
brillance, lower opacity, lower toxicity, poor heat and light stability
and poor migration resistance as compared to inorganic pigments.
Hence, while selecting a pigment or combination of pigments for
making a particular coloured masterbatch, following points are
considered.
a. Hue, value, chroma of the pigment.
b. Heat and light stability required in the end product viz.
organic pigments cannotwithstand higher processing temperature above
240°C.
c. Resistance to migration and bleeding required.
d. Dispersion of the pigment in carrier resin.
e. Some of the pigments cannot be used in direct food contact applications due to their toxicity.
f. Price of the pigment.Either a single pigment or combination of pigments are used to produce any desired colour.
Pigmentary masterbatches can be further sub-divided as – White Masterbatches Black Masterbatches Colour Masterbatches
White Masterbatches
These are the most widely used masterbatches for colouring of plastics
especially plastics films. A white masterbatch contains very high
concentration of Titanium Dioxide (TiO2) pigment in the carrier resin.
Selection of proper grade of Tio2 forms a basis of any white
masterbatch.
There are two types of TiO2 available viz. Rutile grade and Anatase
grade. Rutile TiO2 has higher tinting strength, hiding power and
chalking resistance than Anatase grade. Similarly, TiO2 is generally
coated with inorganic coating like Alumina, Silicone and organics like
Siloxane. Inorganic coating gives weather resistance whereas organic
coating increases dispersibility of the pigment in the carrier resin. It
is important to have a TiO2 with optimum inorganic and organic coating.
A very high level of these coatings can lead to processing problems
like lacing during film production at high temperatures and may also
affect seal strength, bond strength of two film surfaces and poor
printing ink adhesion. A wide range of white masterbatches are being
produced in India from 45% TiO2 to 75% TiO2 loading.
Conventionally, masterbatches were for LDPE, HDPE film applications, but
due to advent of LLDPE's in film application, which has led to down
gauging of films being produced today, high MFI LDPE based white master
batch can degrade during extrusion more so during multilayer film
production resulting into black spots or early screen choking. Hence,
white masterbatch either based on low MFI LDPE or LLDPE and stabilized
are required to be used in LLDPE films or HMHDPE films.
Two white masterbatches having same TiO2 loading may not give the same
opacity at identical loadings in production of same film. A white
masterbatch wherein TiO2 is properly dispersed in carrier resin would
give higher opacity. White masterbatches are also available with bluish
tone. Economy range whites are produced by partly replacing TiO2 with
extender such as calcium carbonate.


Black Masterbatches
The black masterbatch imparts black shade to the polymer. A black
masterbatch contains high concentration of carbon black finely dispersed
in carrier resin. Wide range of blacks are available depending upon
concentration, grade of carbon black with or without extenders such as
calcium carbonate and in different carrier resins. Blacks generally
contain 30 to 50% carbon black, which is generally a furnace black.
Selection of carbon black will depend upon –
1) Particle size
2) Structure of carbon black/porosity of carbon black.
3) Surface area of carbon black
A carbon black with small particle size, higher surface area and low
structure would give more jetness or blackness to the polymer. But lower
the particle size of carbon black, the more it becomes difficult to
disperse in carrier resin eventually restricting production output
during making of a masterbatch.
Besides colouring, carbon black also gives UV protection to
the polymer at an optimum concentration. Black masterbatches based upon
EVA carrier resin are more suitable for ABS, HIPS, Filled PP
applications as compared to LDPE based blacks due to better
compatibility and retention of impact strength of the base polymer.
Carbon black being hygroscopic, it is advisable to preheat black
masterbatches before using especially in monsoon.

Colour Masterbatches
A wide range of colour masterbatches are available in variety of
shades, opacity, colour brillance, heat and light stability. Virtually,
any colour masterbatch can be developed as desired by the user. Special
colour masterbatches such as Pearl, Fluorescent, Metallic, Ceramtex
shades are also being developed.For selecting any colour masterbatch,
following points must be considered besides hue, opacity and brillance
required.
1) Heat stability
2) Light fastness
3) Food or Non-food application
4) Migration Fastness
Pearlescent colour masterbatches are required to be processed
with utmost care in injection moulding, blow moulding and extrusion.
They should be processed with minimum shear otherwise the pearl flakes
break down resulting into loss of pearly effect. Similarly, other
pigments like TiO2 or fillers like calcium carbonate, talc, if present,
in the polymer in which pearl masterbatch is added, will reduce pearly
effect.
Another problem is dark weld lines seen when pearl pigments
flow around an obstruction in the mould like hole and then the material
meets on the other side. This weld line develops because of
deorientation of platelets/flakes. These masterbatches should be
processed with minimum injection speeds and injection pressure and use
of a single gate. Similarly, in blow moulding and extrusion minimum back
pressure should be generated for best results. All the pearl pigment
masterbatches have very high heat stability.

Performance of the thermoplastics can be enhanced or modified by
incorporating an additive masterbatch to suit the end use application.
The additives which are required to be incorporated only at part per
million (ppm) level in the base polymer and the best way that can be
achieved is by using additive masterbatch of desired concentration to
get good dispersion and proper modification/enhancement of the property
of base polymer for particular end application. Similarly, some of the
additives are very costly. Hence, it must be incorporated in exact
proportion and this is possible only by using a additive masterbatch.
Main types of additive masterbatches are:
Antifibrillation
Ultra violet light stabilizer
Antioxidant
Polymer Processing Aid
Antiblock
Slip additive
Antistatic
Flame Retardant
Nucleating Agent/CIarifying Agent - View PDF
Cling Additive
Dessicant
Oxo Biodegradable - View PDF
Antifibrillation Masterbatch
This masterbatch is used in monoaxially oriented tapes/raffia made from
PP or HDPE polymers.
During production of raffia tapes by extrusion, a film is slit
into tapes and then oriented monaxially on a heated hot plate or air
oven by stretching these tapes 6 to 8 times. This monaxial orientation
results into alignment of PP or HDPE crystallites in the direction of
orientation resulting into high tensile strength (tape tenacity). But at
the same time, these tapes can get vertically split due to this
orientation and to overcome this problem of splitting/fibrillation,
antifibrillation masterbatch is added.
Antifibrillation masterbatch contains 60 to 75% calcium carbonate in a
suitable carrier resin and at a Let Down Ratio of 2 to 5% in the PP or
HDPE, it stops fibrillation of the tapes and also increases its
stiffness and COF.
When antifibrillting masterbatch is used in very high Let Down Ratio
beyond 6%, it results into drastic reduction in tape tenacity, increases
tape breakages and early screen choking during production besides
increasing wear and tear of the extruder as calcium carbonate is
abrasive. Screen choking will also depend upon the particle size and
particle size distribution of calcium carbonate used in making
masterbatch and its dispersion in the carrier resin. Antifibrillating
masterbatches also impart some whiteness to the tapes.

Ultra Violet Light StabiIizer Masterbatch
Most of the thermoplastics undergo degradation when exposed to outdoor
weather resulting into loss in strength/enbrittlement of the end
product. This happens due to harmful attack of ultra violet rays present
in sunlight in the wave length range of 200 to 400 nm.
UV light stabilizer masterbatches contain a suitable UV stabilizer
incorporated in the carrier resin. By addition of this UV light
stabilizer even at ppm level in the thermoplastic, they prevent photo-
degradation prolonging the service life of extruded or moulded product
exposed to sunlight, e.g. moulded filled PP outdoor chairs, FIBC's,
tarpaulins, green house films, etc.
The amount of UV light stabilizer masterbatch to be incorporated will
depend upon intensity of sunlight in which the product is to be exposed
(Kilo Lang leys/year. In India it is 180 KL/year), thickness of the
product, other additives like pigments present in the product, life
expectancy of the product and type of UV light stabilizer used.
UV light stabilizer can be divided into three types.
i. UV Absorbers
These compounds absorb UV radiation and transform it into harmless
level of heat energy, e.g. Benzophenones and Benzotriazoles. They are
effective only in thicker products like pipe, storage tanks, etc.
ii. Quenchers
They return molecules which have been 'excited' by UV radiation
back to stable energy state. This transferred energy can be dissipated
as heat. These materials are highly coloured and are not generally
suitable for food contact applications, e.g. organo metallic chelates.
iii. Radical Scavenger, (Hindered Amine Light Stabilizers)
They prevent photodegradation by reacting with degradation
reactive products such as free radicals. They are effective in low
dosages. Different HALS are used for various polymers. For example, a
particular type of HALS will be more effective for PP than PE.
Hence, various grades of UV light stabilizer masterbatches are available for different polymers.

Antioxidant Masterbatch
When the antioxidant masterbatch is incorporated in a base polymer,
prevents thermal degradation at high processing temperatures such as
experienced in roto-moulding of PE and extrusion of PE monofilaments,
etc. Oxidation also occur while reprocessing the thermoplastics. In
absence of antioxidant, polymer will degrade at high processing
temperatures resulting into yellowing, black particles, screen choking
and reduction in overall mechanical properties of the end product.
An antioxidant at ppm level prevents thermal degradation and hence, it
should be incorporated in the form of masterbatch for good dispersion
and best results. Antioxidants can be divided as –
i. Primary antioxidants
ii. Secondary antioxidants
i. Primary Antioxidants
Primary antioxidants are free radical scavengers and prevent
thermal degradation by destroying free radicals generated during
degradation of polymer. For example, Hindered phenols, secondary aryl
amines.
ii. Secondary Antioxidants
Secondary antioxidants decompose the hydroperoxide formed
during reaction of primary antioxidant with free radicals and hence are
used synergestically with primary antioxidants. For, example
Phosphites,Sulphites, Thioesters.
Several grades of antioxidant masterbatches are available to suit a
particular polymer. They prolong the service life of the product.

Polymer Processing Aid Masterbatch
Masterbatches based on polymer processing aid are used during processing
of narrow MWD(Molecular Weight Distribution) LLDPE resins into film or
drip lateral application. Narrow MWD (Molecular Weight Distribution)
LLDPE resin have very high melt viscosity, due to which 100% LLDPE based
films when produced on narrow die gaps results into melt fracture/shark
skin like appearance affecting quality, opticals and COF of finished
film. This is also true while producing drip lateral with 100% high
molecular weight LLDPE (1 MFI).
Polymer processing aids are fluoroelastomers and when incorporated in
ppm level in LLDPE, they prevent melt fracture during production of
films, drip laterals, etc. They coat the die surface during processing
and hence reduces the melt fracture. They also accelerate melting
process, reduce die pressure and extrusion temperature. They also
increase 'throughput' and surface gloss and clarity of LLDPE films.
Use of PPA based masterbatch helps in good dispersion of PPA.
Although 200-300 ppm level of PPA in LLDPE is sufficient to prevent melt
fracture, it is advisable to first add 2500 ppm level of PPA during
start up for about 30 minutes till the PPA coats the die and once the
melt fracture vanishes, one can come down to addition level of 200-300
ppm for rest of the production.
The addition level of PPA will also depend upon the abrasiveness of the
melt. The protective coating achieved by polymer processing aid can be
destroyed through the presence of abrasive additives such as silica,
TiO2, etc. In that case, a higher addition level has to be used.

Antiblocking Agent Masterbatch
The polyolefin films of the LDPE, LLDPE and PP types are inherently prone to 'blocking’.
It is a tendency of opposite polyolefin film surfaces to adhere to each
other when brought into contact together during manufacturing such as
blown film production.
This causes openability problem later on during bag making. This
blocking tendency of film surfaces can be eliminated by adding an
antiblocking agent masterbatch during processing of these films.
Normally, silica is used as an antiblocking agent but nowadays
antiblocking masterbatches based on finely ground talc are also
available. The dispersion is very important otherwise fish eyes/gels,
black spots appear during film formation affecting the entire film
surface. The average particle size and the particle size distribution
determines the dispersion ability of silica in the carrier resin of a
masterbatch. Antiblocking agents also improve the print adhesion,
bondability and weldability of polyolefin films.
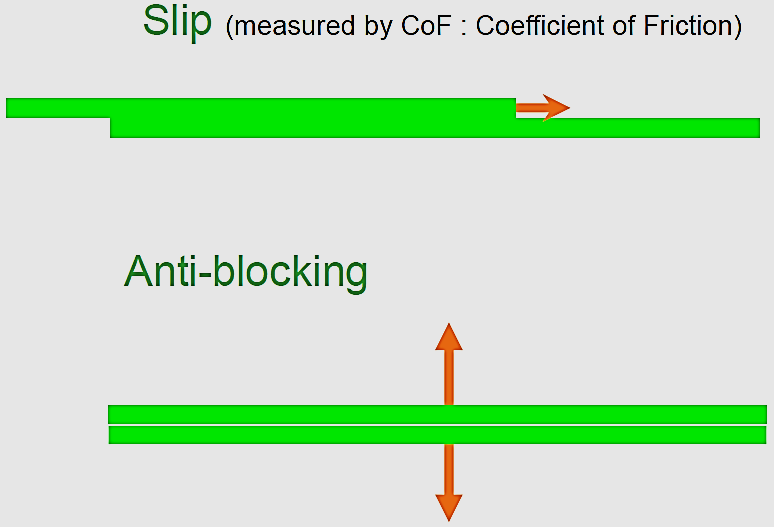
Slip Additive Masterbatch
These masterbatches reduce the coefficient of friction of polyolefin film making the film surface very smooth.
This is useful in obtaining highest line speeds on a converting machine such as form fill sealing machines (FFS) during subsequent pouch making.
Slip agents are small mobile molecules of fatty acidamides, which rapidly migrates to the surface, forming a thin lubricating layer.
Masterbatches containing slip additive are commonly of two types:
i. Oleamide slip additive based masterbatch
ii. Erucamide slip additive based masterbatch
In general, at a given temperature, oleamide migrates to the surface rapidly than erucamide. But at high extrusion temperature, the slower migration of erucamide minimises loss of amide during processing. This is advantageous when the film is subsequently printed and sealed. Erucamide is also preferred in film which is to be laminated because of its low migrating tendency which can otherwise affect the bond strength.
It is important that one should not overdose the slip masterbatch during processing as it may lead to screw slip, poor print adhesion, poor sealing and bond strength.

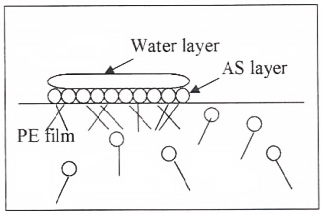
Antistatic Agent Masterbatch
Most of the plastics are having high surface and volume resistivity which make them good electrical insulators. But because of it, they have tendency to accumulate electronic charge (static electricity) produced during high speed processing and subsequent use.
This is useful in obtaining highest line speeds on a converting machine such as form fill sealing machines (FFS) during subsequent pouch making.
Slip agents are small mobile molecules of fatty acidamides, which rapidly migrates to the surface, forming a thin lubricating layer.
1. External Antistat
They are sprayed on the plastic article after processing by dissolving them in common solvents. The disadvantage of external antistat is in the limited duration of its effect because antistatic action is lost over a period of time due to abrasion during handling of the end product or by washing.
2. Internal Antistat
An internal antistatic agent masterbatch is incorporated into the plastics during melt processing and they migrate to the surface during subsequent use, reducing the surface resistance partially with water absorbed from the air and hence effectiveness of antistatic agent will also depend upon relative humidity in the air.
Applications of antistatic agent masterbatches include films, sheets, moulded chairs, containers and housewares.
Flame Retardant Masterbatches
They are incorporated in plastics to reduce the ease with which the plastics can be ignited and reduce the rate at which the plastics can burn once ignited.
Most of the thermoplastic catch fire and hence cannot be used in speciality applications such as components of aircrafts, building materials and sophisticated electronic equipments, etc. Hence, the use of flame retardants has become mandatory in some of the plastics component uses.
Fire is caused essentially by heat, fuel and oxygen. Chemical flame retardants work by limiting one or more of these elements, thus reducing the fire spread.
Broadly, flame retards are classified as :
i. Halogenated types
ii. Non Halogenated types
Although halogenated types are more effective flame retardants, they have other adverse effect such as toxicity and higher smoke density. Hence, many a times antimony trioxide or alumina trihydrates are synergistically used with halogenated flame retardants to reduce smoke density and toxicity.
Masterbatches with a variety of combinations are available for different thermoplastics which can give flammability ratings of either 94 VO, 94 V1 or 94 V2 by flammability test devised by Underwriters Laboratory. Flame retardant additives in plastics are negatively influenced by carbon blacks, some pigments, calcium carbonate, antistatic agents and commoners such as vinyl acetate.

Nucleating Agent Masterbatch
Nucleating agent masterbatches are added in semicrystalline polymers such as PP and LLDPE to improve the clarity of their end products such as films, disposable containers, syringes, etc. For example, PP crystallises between 105-108°C and the resultant large size spherullites reflects and scatter the light to give hazy appearance.
Nucleating agents which are sorbitol types when incorporated into crystalline plastics such as PP provide a large number of nucleating sites, forming a greater number of smaller spherullites which reduces the reflection and absorption of light within the polymer matrix. This reduces the haze and thus increasing clarity due to more amount of light transmitted.
Other benefits if desired from adding nucleating agent masterbatch in polyolefin apart from increasing clarity are-
a. Increase gloss and surface smoothness.
b. Faster moulding cycles as cooling time can be reduced due to accelerated crystallization rate.
c. Increases flexural modulus, tensile strength.
d. Increases Heat distortion temperature.
e. Increases dimensional stability.
Nucleating, agent masterbatch is used in PP medical syringes, spoons, cups, house-hold articles such as RP buckets, mugs, PP sheets, films, LLDPE films and blow moulded PP bottles for shampoo, etc. where clarity is desired.
Cling Additive Masterbatch
Cling additive masterbatches are used to make stretch cling films. Stretch cling film is a pre-extruded tacky film based on LLDPE which is wrapped around bundles, pallet loads, fruits, rolls, food items, set of plastics chairs, etc. to impart firm grip to the package. Film has adhesive properties. This tackiness in LLDPE film is obtained by incorporating a cling additive preferably in the masterbatch form.
Cling additives are of two types :
a. Polyisobutenes (PIB)
b. Atactic Polypropylene
However, more developments have taken place on the use of PIB. The proper type of PIB and level of addition imparts desired tackiness to LLDPE film.
Stretch cling film can be manufactured either by blown film technique or by cast film technique but generally cast stretch cling film manufacturing requires less amount of PIB than that with blown film technique to achieve same level of tackiness. This is because migration of PIB and thereby development of cling depends upon cooling of the film during extrusion. Faster the cooling of the film, lesser the crystallinity and more will be the cling effect. In cast, film is cooled faster than blown film. Cast film may require 2 to 3% of PIB whereas blown film may require 5 to 8% of PIB to achieve the same cling effect.


DESICCANT MASTER BATCHES FOR PE & PP
This is mostly suitable to the plastics goods manufacturing industry. The boon available to plastic processing industry is that there is a possibility to use recycled plastic products and use these in as much proportion as possible with virgin material.
Recycled polymer is always prone to contain various contaminants and the most difficult to segregate is the moisture content. Desiccant 098 is one such product which is used to eliminate Moisture.
DESICCANT MB 098
Desiccant means “Dry Out Moisture from a Substance”. So, the purpose of DESSICANT MB 098 Master Batch is to dry out MOISTURE from the Polymer.
Desiccant MB098 is highly concentrated desiccant Master Batch and it is a new type of functional Master Batch. It is specially developed for use with recycled PE and PP materials as well as for the applications sensitive to the effect of moisture to eliminate moisture.
APPLICATION
For economic reasons, the use of recycled materials become common in Polymer Industries, but the quality of recycled material can not always be guaranteed, particularly with regard to Moisture. Moisture in Raw Materials can have undesirable effects leading to Porosity, Surface Finish and Lacing in the product, which leads to increase in Wastage Levels and also loss of production. Using Desiccant MB098 is the simplest and most cost effective way to solve the moisture problems to maintain the Quality.
DESSICANT MB-098 can be widely used in
- The PE and PP recycling materials
- Raffia
- Blow molding/ injection molding
- Sheet / Tarpaulin
- Pipe and Conduit
- HM film / shopping bags
- Various other applications
BENEFITS
1. Reduction-prevention of moisture related problems including:-
- Porosity, Surface defect in Moulding, Extrusion
- Lacing, Windowing in Films
- Die Build Ups.
2. Easy to use with simple Tumble mix with out changing of the processing technology and equipments.
ADDITION LEVELS
LDR of 1%- 2%, but it very much depends upon the moisture content of the material.
